好产品,天浩造
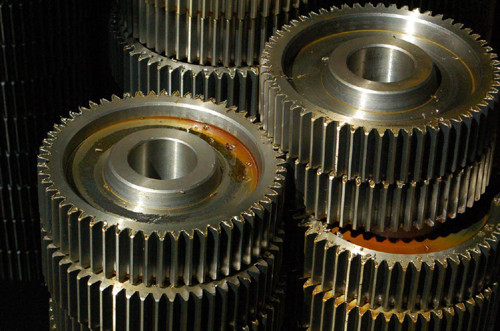
齿轮链轮厂家,货源充足,欢迎订购!
咨询热线
18631787965
18631787965

齿轮链轮厂家,货源充足,欢迎订购!

冀ICP备2023033901号-1 任丘市天浩机械配件有限公司 手机:18631787965 13932711562 联系人:朱经理
![]() 冀公网安备13098202000611号 地址:中国·河北·任丘市石门桥西辛庄 电话:0317-2608459 传真:0317-2608871
冀公网安备13098202000611号 地址:中国·河北·任丘市石门桥西辛庄 电话:0317-2608459 传真:0317-2608871
Copyright © 2010-2025 任丘市天浩机械配件有限公司 官方网址:www.rqthjx.com
网站技术支持:微信 381868431 友情链接:螺旋伞齿轮 链轮

